

ABB焊接機器(qi)人肯倍電源(yuan)單站焊接係統(tong)
Kemppi 窄(zhai)間隙(xi)焊接技(ji)術 肯(ken)倍Master Tig氬弧焊機,肯(ken)倍Master手工焊機,肯(ken)倍Pulse鋁(lv)焊機,肯(ken)倍A3機器人焊機(ji),肯(ken)倍A7機器人焊機(ji),肯(ken)倍KempArc機器人焊機(ji),肯(ken)倍MIG焊機,肯(ken)倍X8 MIG焊機,肯(ken)倍不鏽鋼MIG焊機,肯(ken)倍MAG焊機, 西安肯(ken)倍焊機,武功肯(ken)倍焊機,渭南肯(ken)倍焊機,寶雞肯(ken)倍焊機,漢中肯(ken)倍焊機,鹹陽肯(ken)倍焊機,延安肯(ken)倍焊機,榆林肯(ken)倍焊機,鄠邑肯(ken)倍焊機,長安肯(ken)倍焊機。 服(fu)務(wu)電話:15319752412,激光(guang)焊接 激光微加(jia)工(gong) 萃智激光研究院 。
1、 設計依據(ju):
1.1 焊接產品(pin):
使用機器人焊接的產(chan)品:工件 總(zong)長*mm *mm;
1.2 生(sheng)產過程要求(qiu):
技術(shu)要(yao)求:
母(mu)材(cai)材質:低(di)碳鋼;定位依(yi)據:激光切割橢(tuo)圓孔(kong),坡(po)口精(jing)度:激光切(qie)割(ge)坡口(kou)
接頭(tou)形式:對接,雙(shuang)麵(mian)焊;間(jian)隙:預先(xian)拚(pan)焊 ;板厚(hou):管(guan)壁(bi)*8mm,;
焊接位置(zhi):立(li)焊、雙麵焊;焊接氣(qi)體:100%CO2(瓶(ping)裝);
1.3 現場(chang)環(huan)境:
使用溫(wen)度(du):0-45℃;
周圍(wei)濕度:通常 75%RH以下(xia),短(duan)期95%RH以下(一(yi)個(ge)月(yue)內),(不能(neng)有霜(shuang)露(lu));
振(zhen)動(dong)值(zhi):0.5G以下;
2、 係(xi)統構(gou)成概(gai)述(shu):
係統平(ping)麵布(bu)局(ju)圖(tu)
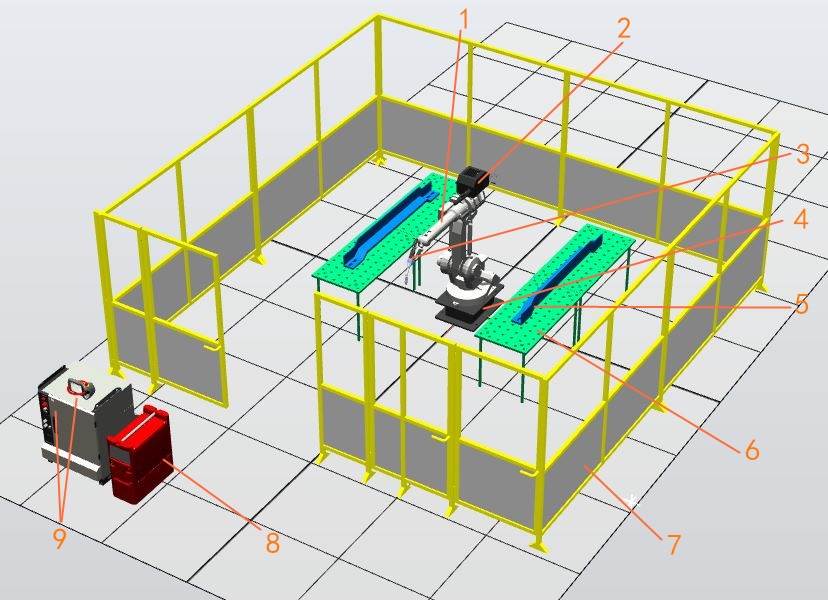
注:1. ABB機器人IRB 1410
2. 肯倍送(song)絲機DT400
3. 賓(bin)采(cai)爾(er)GC350氣冷(leng)焊槍
4. ABB機器人基座(zuo)
5. 待(dai)焊工件(用戶(hu)自備)控製(zhi)櫃(gui)IRC5
6. 焊接工作平台(tai)(含(han)工件定(ding)位(wei)銷及快速(su)壓緊夾具)
7. 防(fang)護(hu)欄(lan)(用(yong)戶自備)
8. KEMPPI焊機-450
9. 機器人控製櫃IRC5、示教器
2.1 係統方案(an)配(pei)置說明:
一台瑞(rui)士ABB機器人IRB 1410/1.44(第(di)六(liu)軸(zhou)負(fu)重(zhong)5公(gong)斤(jin)---控製櫃IRC 5)+一把(ba)德國(guo)BINZEL GC350—35度氣冷焊槍(qiang)+一台芬蘭肯比(bi)450波(bo)型(xing)控(kong)製焊接電源+一套(tao)芬(fen)蘭肯比DT-400送絲(si)機+兩(liang)個焊接工作平台(含定位銷(xiao)柱(zhu)及快速夾(jia)緊(jin)夾具)+相(xiang)應的機器人焊接係統軟件(jian)+焊槍安裝(zhuang)夾具(ju)+機器人底(di)座;
3、 工藝(yi)方案:
3.1 工藝描(miao)述:
工件置於工作台上→通(tong)過係統機械(xie)定位,手動快速夾緊工件→機器人移(yi)動並(bing)焊接工件→完(wan)成整(zheng)個過程(cheng)→機器人回到初始(shi)位置→焊接另一個工位工件(循環往(wang)複(fu))。
3.2 夾具設計(ji)
3.2.1 夾具結(jie)構及(ji)模(mo)塊化設計:(由用戶自製)
工作夾具采用模塊(kuai)化方法(fa)進(jin)行設(she)計,可作為(wei)獨(du)立係統使(shi)用,滿足工作夾具在(zai)工作(zuo)工位中的方便裝卸(xie)要求。
3.2.2 夾具布置形(xing)式(shi):
定位夾具裝於(yu)工作台上。
3.3 控製係統將具備以(yi)下基(ji)本(ben)功能:
l 係統具有碰撞(zhuang)、過流(liu)、過壓、欠(qian)壓(ya)、內部過(guo)熱(re)、控製異(yi)常、伺(ci)服異常(chang)、急(ji)停機等(deng)故(gu)障(zhang)的自診(zhen)斷(duan)、報(bao)警(jing)和(he)顯(xian)示(shi)功(gong)能。
l 係統具備人身(shen)安全(quan)、設備安全等保護措(cuo)施(shi),以確保(bao)安全生產。
l 係統設有控製軟件的輸(shu)入(ru)和輸出裝置。
l 控製箱和操作麵板(ban)上具有(you)緊急停止(zhi)按(an)鈕,並帶(dai)有警報器及指(zhi)示燈(deng)
3.4 ABB IRB 1410--5/1.44機器人工作係統的(de)特點(dian):
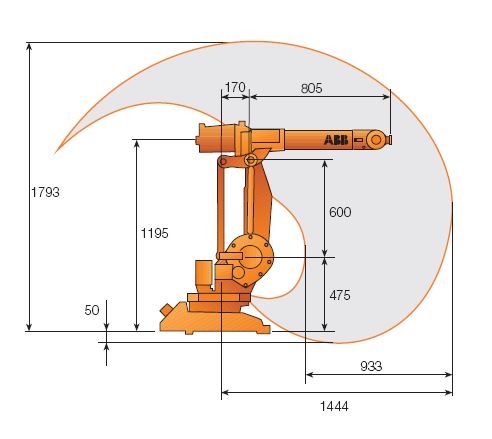
l 全新的緊湊型設計:使機器人的最(zui)高(gao)荷(he)重可達5 kg,並使其(qi)在物(wu)料搬(ban)運、上下料(liao)以及弧焊應(ying)用中(zhong)的工作範(fan)圍得(de)到最優(you)化. IRB 1410具有同(tong)類(lei)產品中最高的精確(que)度及加速度,可(ke)確保高產量及低廢(fei)品率從(cong)而(er)提高生產率。
l 靈(ling)活的安裝方式:包(bao)括(kuo)落地安裝、斜(xie)置安裝, 壁掛(gua)安裝, 倒(dao)置安裝以及支架(jia)安裝, 有助於減(jian)少(shao)占(zhan)地(di)麵積以及增加設備的有效(xiao)應用. 壁掛式安裝的表(biao)現尤為顯著(zhu). 這些(xie)特(te)點使工作站(zhan)的設計更(geng)具創(chuang)意(yi),並且(qie)優化了各(ge)種(zhong)工業(ye)領域及應用中的機器人占地麵積(ji)。
l 可靠性強——正常運(yun)行時(shi)間長
該(gai)機器人堅(jian)固(gu)耐用,使用零部件數量降(jiang)至(zhi)最少,可靠(kao)性強(qiang)、維(wei)護間隔(ge)時間長,正(zheng)常運行(xing)時間可達10萬小時。
l 速度快(kuai)——操作周期時間短
采用ABB獨有的運動控製技術,優化了(le)機器人的加減速性(xing)能,使機器人工作循環時間降至最短。
l 精度高——零(ling)件生產質量(liang)穩(wen)定
具有最佳(jia)的軌(gui)跡(ji)精度(0.05mm)和重複定位精度(0.20mm)。
l 功率(lv)大——適(shi)用範圍廣(guang)
有效載(zai)荷選(xuan)項為5kg,最大到(dao)達(da)距(ju)離(li)達1.44m。
l 堅固耐(nai)用——適合惡(e)劣(lie)生產環境(jing)
IP 65防護等級,可蒸(zheng)汽(qi)清(qing)洗(xi)。
l 通用性——柔(rou)性化集(ji)成(cheng)和生產
所(suo)有型號(hao)均(jun)可倒置安裝。
l 自帶防碰撞軟件,保護機器人及外部(bu)設備不致(zhi)因碰(peng)撞產生損(sun)壞(huai)。
l 提供(gong)監(jian)控功能,可防止設備因劇烈(lie)和頻(pin)繁(fan)運動引起(qi)的過熱。
l 帶監控、急停(ting)和安全功能的雙回(hui)路(lu),3位啟(qi)動裝置。
l 具有自動解(jie)鎖(suo)及解除功能,各關(guan)節(jie)在突(tu)然(ran)斷電或遇(yu)故障的情況(kuang)下,能夠自動鎖緊並在恢(hui)複電力或(huo)排除故障後(hou)能夠(gou)很(hen)方(fang)便地解除(chu)鎖閉繼(ji)續(xu)工作。
l 手動控製功能,可手(shou)動釋(shi)放機器人各個軸的鬆(song)閘(zha)裝置,以便(bian)解除卡(ka)阻。
3.5 節拍(pai)計算:(僅(jin)以數(shu)據作參(can)考(kao))
節拍計算(suan)前(qian)提條(tiao)件:
u 工件需(xu)要有定位係統(用戶自製)。
u 焊接采用混(hun)合氣體作為保護氣(80%氬(ya)氣+20%二氧(yang)化碳(tan))
平均焊接速度(V):6-8mm/sec;
機器人起弧(hu)及跳(tiao)轉次(ci)數:每次用2秒;
4、 供貨範圍及報價(jia):
|
序號 |
項(xiang) 目(mu) |
內(nei) 容(rong) |
數量 |
價格(RBM) |
備注(zhu) |
|
|
1
|
IRB 1410 5/1.44機器人 |
機器人本體(ti)(包括6軸) |
1套 |
|
瑞士(shi)ABB公司(si) |
|
|
IRC5控製器 |
||||||
|
Rapid 編(bian)程軟(ruan)件 |
||||||
|
DVD document安裝、操(cao)作光盤(pan) |
||||||
|
Single ch DeviceNet™ m/s單(dan)通道板卡 |
||||||
|
Digital 24V 8In/8Out數字(zi)信(xin)號、AO模擬(ni)信號 |
||||||
|
weldguide (basic)焊接軟件 |
||||||
|
碰接檢(jian)測軟件、World Zone軟件 |
||||||
|
RW Standard I/O welder焊機信號 |
||||||
|
2 |
KEMPPI 焊接係統 |
KEMARC 450焊機及電纜(lan) |
1套 |
|
芬蘭(lan)肯比公司 |
|
|
焊機-機器人連(lian)結板 |
||||||
|
DT400送絲機 |
||||||
|
3 |
焊槍係統 |
BINZEL 350GC氣冷槍 |
1套 |
|
德(de)國賓采爾公司 |
|
|
BINZEL水(shui)冷槍安裝夾具 |
||||||
|
4 |
焊接工作平台 |
含有定位夾具及快速安裝工具 |
2套 |
|
|
|
|
5 |
設計、培(pei)訓、安裝、調(diao)試(shi)、運費 |
用戶現場的安裝、調試和培訓及運費(fei) |
7天(tian) |
|
|
|
|
合計(含13%增(zeng)值稅(shui)): |
|
|||||
5. 交付(fu):
合同設備在合同簽(qian)定後90天內在調試現(xian)場交(jiao)貨,係統運到用戶現場一周,係統恢複及調試兩周.
6、付款方式:
合同簽定後一周內預付50%;
預驗收(shou)後發貨前支付40%(發貨(huo)的前提條件);
終(zhong)驗(yan)收後一周內支付5%,三(san)個月後支付5%;
7、安裝調試:
7.1 在西(xi)安大黄瓜网站公司的安裝調試:
所報的設備,將(jiang)在發(fa)貨前,在我方進行組(zu)裝和功能測(ce)試,並與(yu)客(ke)戶在我(wo)方現場共(gong)同進行預驗收。
7.2 在客戶的安裝調試
l 小黄瓜a视频在线將派(pai)1-2名工程師(shi)在用戶現場進行為期(qi)2周的安裝、調試。
l 安裝計劃(hua)和技術要求將在安裝前2周內交給(gei)客戶,客戶應按要求及時做(zuo)好(hao)準(zhun)備,以配合發貨期,不要因此產生不必要的費用。地基被默(mo)認為有足夠的強度和剛(gang)度。
l 安裝前用戶應準備好合適的設備安裝地。
l 安裝調試期間用戶應提供必須(xu)的工具、材料和人力(li)等,如(ru)叉(cha)車、電纜、螺(luo)栓(shuan)等。
l 工作站應適當與周邊設備隔離,並且工作區域(yu)會由(you)適當(dang)裝置安全限(xian)製,這(zhe)部分(fen)由買(mai)方負責。
8. 培訓(xun):
上(shang)海(hai)ABB工程有限公司為係統用戶提供完備的培訓體係:
1)現場培訓:工程師(如果(guo)需要,上海ABB工程有限公司工程師可協(xie)助)在係統安裝的現場向(xiang)用戶工程師和操作員(yuan)提(ti)供實(shi)際(ji)操作和保養(yang)的技術培訓。
9.質(zhi)量保證:
西安大黄瓜网站公司向用戶提供以下售(shou)後服務:
1)一年(nian)保修(xiu)期內免(mian)費提供現場設備維修和技術支(zhi)持。
2)保修期外以優惠(hui)的價格(ge)向用戶提供備件和維修服務。
3)保證(zheng)設備銷售後20年內的部品的供應。
4)在上海ABB公司內擁(yong)有機器人維修用部件庫(ku)存(cun)。
5) 經驗豐(feng)富(fu)的技術支持(chi)工程師通過技術熱線(xian)電話(hua)支持用戶的各種應用作業和技術維修支持。
6)接到用戶的報修,如需要,在24小時內可以到達現場。
7)誤(wu)操作和損耗(hao)品不在質保範圍內。
10.驗收
10.1 時間
當設備在公司現場組裝、測試完成後二(er)周內進行預驗收;
設備運到用戶現場安裝調試完成後二周內進行終驗收。
10.2 地點
最終驗收地點:用戶現場
10.3 方式
在安裝、調試完後,與買方工程師一起對設備進行試運行。
10.4 驗收證明
買方在預(yu)驗收以及終驗收後簽定兩份(fen)驗收證明(ming),終驗收之(zhi)後質保期開始。
11、責(ze)任(ren)
11.1 買方責任
買方應承(cheng)擔(dan)以下成本:
l 用於電、防護氣體和壓縮(suo)空(kong)氣的電纜和管道;
l 地基和土(tu)建(jian);
l 買方工廠(chang)的起重設備,包括操作人員;
l 在卸貨、安裝、啟動時,提供臨(lin)時幫(bang)助(zhu)人員;
l 在買方工廠進行測試時的相關損耗;
l 在安裝、啟動和驗收階(jie)段,買方應提供電力、熱、光、水、人員、傳真等支持;
11.2 賣(mai)方責任:
l 滿(man)足(zu)合同所寫(xie)的發貨期;
l 保證發出(chu)的貨物和提供的服務的質量;
11.3 安全:
西安大黄瓜网站公司提示用戶必(bi)須在機器人工作現場安裝機器人工作保護隔離圍欄,以確保人身財產的安全。西安大黄瓜网站公司對(dui)用戶由於未安裝該設備所引(yin)起的任何(he)意外(wai)事(shi)故概不負責。
l 普(pu)通操作人員不可在隔離圍欄內操作機器人或其他(ta)設備;
l 不可在設備運轉(zhuan)期間進入隔離圍欄內;
l 仔(zai)細(xi)學(xue)習(xi)和領(ling)會(hui)操作機器人和係統設備並且對操作人員進行機器人操作的培訓;
l 在起動機器人及其他設備前必須確認(ren)必要的條件;
l 不要示教(jiao)機器人至保護設備以外,因(yin)為即(ji)使是(shi)緊急停止按鈕(niu)的動作也(ye)會有一些延遲(chi)。
肯倍Master Tig氬弧焊機,肯倍Master手工焊機,肯倍Pulse鋁焊機,肯倍A3機器人焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不鏽鋼(gang)MIG焊機,肯倍MAG焊機, 西安肯倍比焊機,武(wu)功肯比焊機,渭南肯比焊機,寶雞肯比焊機,漢中肯比焊機,鹹陽肯比焊機,延安肯比焊機,榆(yu)林肯比焊機比,鄠邑肯比焊機,長安肯比焊機。 肯倍Master Tig氬弧焊機,肯倍Master手工焊機,肯倍Pulse鋁焊機,肯倍A3機器人焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不鏽鋼MIG焊機,肯倍MAG焊機, 西安肯倍焊機,武功肯倍焊機,渭南肯倍焊機,寶(bao)雞肯倍焊機,漢中肯倍焊機,鹹陽肯倍焊機,延安肯倍焊機,榆林肯倍焊機,鄠邑肯倍焊機,長安肯倍焊機。 服務電話:15319752412,激光焊接 激光微加工 萃智(zhi)激光研究院 。
