

Kemppi 窄間(jian)隙(xi)焊接技(ji)術(shu)
Kemppi's Reduced Gap Technology (RGT) challenges conventional joint design principles
肯倍(bei)Master Tig氬(ya)弧(hu)焊機(ji),肯倍Master手工(gong)焊機,肯倍Pulse鋁焊機,肯(ken)倍A3機器人(ren)焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不(bu)鏽鋼MIG焊機,肯倍MAG焊機, 西(xi)安肯倍焊機,武功(gong)肯倍焊機,渭(wei)南肯倍焊機,寶雞(ji)肯倍焊機,漢(han)中肯倍焊機,鹹(xian)陽肯倍焊機,延(yan)安肯倍焊機,榆林(lin)肯倍焊機,鄠(hu)邑肯倍焊機,長(zhang)安(an)肯倍焊機。服務(wu)電(dian)話(hua):15319752412,激光(guang)焊接 激光微(wei)加(jia)工 萃智激光研(yan)究(jiu)院 。
Kemppi 的(de)縮(suo)小間隙技術(RGT)挑(tiao)戰了(le)傳統(tong)的接頭設計(ji)原(yuan)則。
減(jian)小坡口角(jiao)度可顯(xian)著(zhu)提(ti)高(gao)重(zhong)型(xing)金(jin)屬(shu)結(jie)構(gou)焊接的效率和(he)生產(chan)率(lv)。傳統的窄間隙焊接可(ke)以應用(yong)於(yu)大(da)多(duo)數焊接工藝,但(dan)它有一(yi)個(ge)缺(que)點:沒(mei)有(you)專(zhuan)門(men)為(wei)應(ying)用設計的設備(bei)幾(ji)乎是不可能的。為了克(ke)服這一限(xian)製(zhi),Kemppi開發(fa)了一種新(xin)的解決(jue)方案(an),即(ji)縮小間隙技術(RGT)。這種(zhong)技術允(yun)許(xu)可靠(kao)和有效(xiao)的窄(zhai)間隙焊接,不需(xu)要(yao)特(te)殊(shu)設備或附件,材(cai)料厚(hou)度可達30 mm。該(gai)解決方案將智(zhi)能電弧控製與Kemppi的高科(ke)技電源、送(song)絲機和機械(xie)化設備相(xiang)結合。
RGT changes our understanding of narrow gap welding
RGT改變(bian)了小黄瓜a视频在线對窄間隙焊接的理解(jie)
In narrow gap welding, the groove angle is typically less than 20 degrees instead of the normal 45 to 60 degrees. This decreases the number of weld passes needed to complete the joint, and it reduces the welding time and the consumption of filler material. It also makes the material less prone to distortion. In other words, reducing the groove volume has a multitude of positive effects on welding quality, efficiency and productivity.
在窄間隙焊接中(zhong),坡(po)口角度通常小於20度(du),而不是通(tong)常(chang)的45到(dao)60度。這減少了完成接頭所需的焊道數量(liang),減少(shao)了焊接時(shi)間和填(tian)充(chong)材料(liao)的消(xiao)耗(hao)。它也(ye)使材料不易(yi)變形(xing)。換言(yan)之,減小坡口(kou)體積(ji)對焊接質量、效率和生產率有許多積極(ji)的影(ying)響。
However, reducing the groove angle also brings more challenges to welding. In a narrow groove, the welding arc is difficult to control. This may result in quality issues, unless you invest in welding torch and accessories that are specially designed for the application.
然(ran)而,減小坡口角度也給(gei)焊接帶(dai)來了更多的挑戰(zhan)。在(zai)間隙坡口內,焊接電弧難(nan)以控(kong)製。這(zhe)可能(neng)導致(zhi)質(zhi)量問(wen)題(ti),除非(fei)您(nin)投資於專門為應用設計的焊槍(qiang)和附件。
For narrow gap MIG/MAG applications with material thickness below 30 mm, Kemppi's Reduced Gap Technology (RGT) is an ideal new solution. It allows using standard welding equipment and welding application software for narrow gap welding of butt joints and fillet joints. The RGT solution combines the benefits of Wise application software, FastMig or X8 MIG Welder equipment, and A5 MIG Rail System 2500 welding mechanization system.
對於材料厚度低於30 mm的窄間隙MIG/MAG應用,Kemppi的縮小間隙技術(RGT)是(shi)一種理想(xiang)的新解決方案。它允許使用標(biao)準(zhun)焊接設備和焊接應用軟件(jian)進(jin)行(xing)對接接頭和角接接頭的窄間隙焊接。RGT解決方案結合了WISE應用軟(ruan)件、FASTMIG或X8 MIG焊機設備和A5 MIG軌(gui)道(dao)係統2500焊接機械化係(xi)統的優(you)點。
A control system ensures consistent power and precisely focused arc
控製係統確(que)保(bao)穩定(ding)的功率和精確的聚焦電弧。
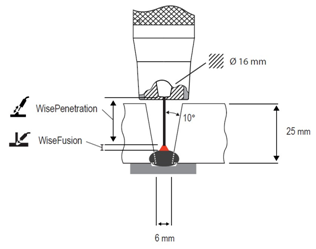
At the core of Kemppi's RGT solution is the most advanced arc control system available, which delivers consistent arc power at contact-tip-to-work distances of up to about 30 mm. In addition, the system adaptively adjusts the arc to keep its energy density at the maximum level (see Figure 1). A short, stable, and efficient arc minimizes the risk of incomplete penetration and lack of fusion, because the arc is always focused precisely at the desired point in the groove. The RGT control system enables reliable narrow gap welding of materials with thicknesses up to 30 mm, without the need for special equipment or accessories.
Kemppi的RGT解決方(fang)案的核(he)心是最(zui)先進的電弧控製係統,使得導電嘴(zui)到工作(zuo)最大距(ju)離接近(jin)30mm的情況(kuang)下,依(yi)然能夠(gou)提供了一致的電弧力(li)量。此外(wai),係統自(zi)適(shi)應調整(zheng)電弧,使其(qi)能量密(mi)度保持(chi)在最大水平(ping)(見(jian)圖1)。短、穩(wen)定和有效的電弧可將(jiang)未焊透(tou)和未熔(rong)合的風險降至最低(di),因為電弧總是精確聚焦(jiao)在坡口中所需的點(dian)上(shang)。RGT控製係統能夠可靠地對(dui)厚度達(da)30 mm的材料進行窄間隙焊接,無需特殊設備或(huo)附(fu)件。
肯倍Master Tig氬弧焊機,肯倍Master手工焊機,肯倍Pulse鋁焊機,肯倍A3機器人焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不鏽鋼(gang)MIG焊機,肯倍MAG焊機, 西安肯倍焊機,武(wu)功肯倍焊機,渭南肯倍焊機,寶雞肯倍焊機,漢中肯倍焊機,鹹陽肯倍焊機,延安肯倍焊機,榆(yu)林肯倍焊機,鄠邑(yi)肯倍焊機,長安肯倍焊機。
Figure 1. The principle of the RGT control system is that WisePenetration maintains consistent arc power regardless of variation in the contact-tip-to-work distance while WiseFusion provides adaptive regulation that keeps the arc focused and optimally short. In X8 MIG Welder, all of this functionality is combined in WisePenetration+ function.
圖1.RGT控製係統的原理是,無(wu)論(lun)接觸端到工作距離的變化如(ru)何,智能熔透都能保持一致的電弧功率,而智能熔透則(ze)提供(gong)自適應調節(jie),以(yi)保持電弧的聚焦和最佳的短(duan)路(lu)。在X8 MIG焊機中,所有這些(xie)功能都結合在WISENTRATION+功能中。
Kemppi’s RGT narrow gap welding solution – for many direct benefits
Kemppi的RGT窄間隙焊接解決方案——有許多直(zhi)接好處(chu)
Narrow gap welding provides many benefits, and in addition to those, Kemppi’s RGT solution offers many further advantages, for still greater cost savings and added value:
窄間隙焊接提供了許多好處,除(chu)此(ci)之(zhi)外,Kemppi的RGT解決方案還提供了許多進一步(bu)的優勢(shi),以實現(xian)更大的成本(ben)節約(yue)和附加值(zhi):
•Investment costs are low, since no special equipment is needed in welding with material thicknesses under 30 mm.
•投(tou)資成本低,因為材料厚度小於30 mm的焊接不需要特殊設備。
•WiseFusion keeps the arc stable, improves the control of the weld pool and reduces the magnetic arc blow. This decreases the risk of incomplete penetration and lack of fusion, and it results in lower repair costs.
•WiseFusion可保持電弧穩定,改(gai)善(shan)焊接熔池(chi)的控製,減少電弧吹(chui)掃(sao)。這降(jiang)低了未焊透和未熔合的風險(xian),從(cong)而降低了維(wei)修(xiu)成本。
肯倍MasterTig氬弧焊機,肯倍Master手(shou)工焊機,肯倍Pulse鋁焊機,肯倍A3機器人焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不鏽(xiu)鋼MIG焊機,肯倍MAG焊機, 西安肯倍焊機,武功肯倍焊機,渭南肯倍焊機,寶雞肯倍焊機,漢中肯倍焊機,鹹陽(yang)肯倍焊機,延安肯倍焊機,榆林肯倍焊機,鄠邑肯倍焊機,長安肯倍焊機。
WisePenetration keeps the arc power consistent, regardless of variations in the contact-tip- to-work distance. This enables a higher welding speed and deposition rate, and it results in lower labor costs.
•WisePenetration使(shi)電弧功率保持一致,無論接觸(chu)端到工作距離的變化如何。這使得(de)焊接速(su)度和沉積速度更高,從而降低了人工成本。
•The high energy density of WiseFusion minimizes heat input, which improves impact toughness with high-strength steels and reduces deformation, so there is less need for straightening.
•WiseFusion的高能量密度使熱(re)輸(shu)入最小化,從而提高了高強度鋼的衝(chong)擊(ji)韌(ren)性(xing),減少了變形,因此對矯(jiao)直的需求(qiu)更(geng)少。
•WiseFusion keeps the arc length stable. The user doesn’t need to adjust it, for less hassle and a better arc time ratio.
•WISEFusion保持弧長穩定。用戶(hu)不需要調(diao)整它(ta),以減少麻煩(fan)和更好(hao)的弧時比(bi)。
Savings potential illustrated by a preliminary WPS
初(chu)步WPS說明(ming)節約的潛(qian)力
Kemppi’s RGT narrow gap welding solution has produced good results with a 20° groove angle and material thickness of up to 30 mm. The pWPS shown in Figure 2 is approved via tests in compliance with the standard on welding procedure qualification testing. It provides all the information required for the utilization of Kemppi's narrow gap solution in production welding. It was created for a butt joint with a 20° groove angle and a thickness of 25 mm. Figure 3 shows a calculation of the savings potential that the method yields. The smaller, 20° groove angle will result in a groove volume about 25% lower than with a 45° groove angle.
Kemppi的RGT窄間隙焊接解決方案在20°坡口和材料厚度高達30mm的情況下(xia)產生(sheng)了良(liang)好的效果。圖2所(suo)示(shi)的PWP通過符(fu)合焊接工藝(yi)評(ping)定試(shi)驗標準的試驗(yan)獲(huo)得批準。它提供了在生產焊接中使用Kemppi窄間隙解決方案所需的所有信(xin)息(xi)。它是為具(ju)有20°坡口和25 mm厚度的對接接頭(tou)而(er)創建(jian)的。圖(tu)3顯示了該方法產生的節省(sheng)潛力的計算。較(jiao)小的20°坡口將導(dao)致槽(cao)體積比45°坡口小25%。
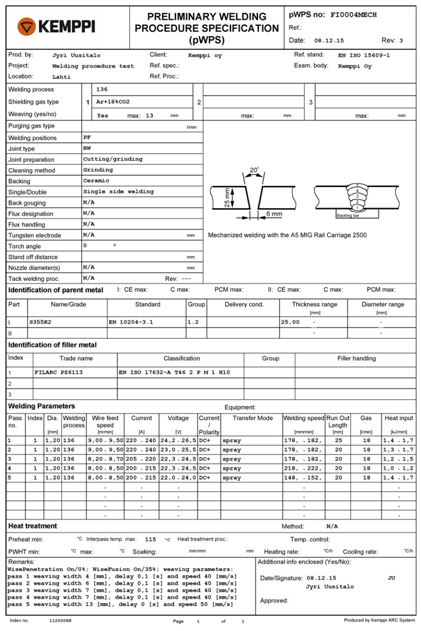
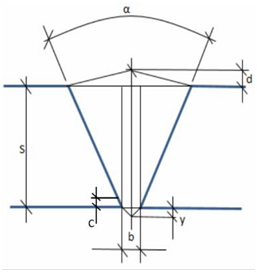
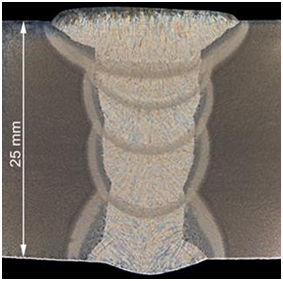
Figure 2. Preliminary Welding Procedure Specification (pWPS) for narrow gap welding of a butt joint.
|
圖2.對接接頭窄間隙焊接的初步焊接工藝規(gui)範(PWPS) |
Five weld passes |
|
Groove dimensions |
Current 45° groove |
New 20° groove |
|
Material thickness |
s = 25.0 mm |
s = 25.0 mm |
|
Bevel angle |
α/2 = 22.5° |
α/2 = 10° |
|
Root gap |
b = 4.0 mm |
b = 6.0 mm |
|
Root face |
c = 1.5 mm |
c = 0 mm |
|
Root reinforcement |
y = 2.0 mm |
y = 2.0 mm |
|
Reinforcement |
d = 2.0 mm |
d = 2.0 mm |
|
Groove volume |
A = 372 mm² |
A = 281 mm² |
|
Weight of weld metal |
G = 2.9 kg/m |
G = 2.2 kg/m |
Figure 3. Benefits of Kemppi's RGT narrow gap solution in terms of groove volume and filler material consumption. The 45° angle includes 1.5 mm root faces (c). The difference in the root gap is also considered (b). The 20° groove has sharp root edges.
圖3.Kemppi的RGT窄間隙解決方案在槽體積和填充材料消耗方麵(mian)的優勢。45°角包括1.5 mm的根(gen)部(bu)麵(C)。還(hai)考(kao)慮了根部間隙的差(cha)異(yi)(b)。20°槽有鋒(feng)利(li)的根部邊(bian)緣。
Device and software requirements with the RGT solution
RGT解決方案的設備和軟件需求
The narrow gap welding solution is available for Kemppi’s FastMig KMS, FastMig M, FastMig Pulse, FastMig X and X8 MIG Welder equipment. Use of this solution requires that the machine is equipped with the WisePenetration and WiseFusion application software. With X8 MIG Welder, only WisePenetration+ is needed, as it includes all necessary functions. The required Wise application software products are easy to purchase and install after machine purchase.
窄間隙焊接解決方案適用於Kemppi的FastMig KMS、FastMig M、FastMig Pulse、FastMig X和X8 MIG焊機設備。使用此解決方案需要機器配備WISE透和WISEFusion應用軟件。對於X8 MIG焊機,隻(zhi)需要WISENTRATION+,因為它包括所有必(bi)要的功能。所需的WISE應用軟件產品易於在機器購(gou)買(mai)後購買和安裝(zhuang)。肯倍氬弧焊,肯倍手工焊,肯倍MIG焊
Arctech Helsinki Shipyard uses Kemppi's technology
赫(he)爾辛基ARCTECH造(zao)船廠采用KEMPI的技術
Among the users of Kemppi's RGT narrow gap welding solution is Arctech Helsinki Shipyard (see Figure 5), which has managed to reduce the groove angles from 45 to 30 degrees with the new technology. The shipyard uses WPS documents based on welding procedure qualification records (WPQRs) for mechanized welding in the construction of icebreakers. “Adoption of the new technology has brought us cost savings and improved the welding quality,” says Arctech’s Hull Production Manager Niko Rautiainen. “Welding work has gained speed, because the groove volume and the number of beads to be welded have decreased. Also less filler material is needed. Mechanization has also improved the arc time ratio and made the welds more consistent in quality,” he adds.
Kemppi的RGT窄間隙焊接解決方案的用戶包(bao)括(kuo)Arctech赫爾(er)辛(xin)基造船(chuan)廠(chang)(見圖4),該造船廠利用新技術將槽角從45度減少到30度。在破冰船建造過(guo)程(cheng)中,造船廠使用基(ji)於焊接工藝評定記(ji)錄(lu)(WPQRS)的WPS文(wen)件進行機械化焊接。ARCTECH的船體(ti)生產經理Niko Rautiainen說(shuo):“采用新技術為小黄瓜a视频在线節約了成(cheng)本,提高了焊接質量。”“由(you)於槽體積和待焊焊道數量減少,焊接工作加快(kuai)了。也需要更少的填充材料。機械化還提高了電弧時間比,使焊接質量更加一致,”他(ta)補(bu)充說。

Figure 4. Welding of block sections of an icebreaker, using Kemppi's narrow gap welding solution, with Kemppi's A5 MIG Rail System 2500 and FastMig M 520 power source. Photos: Arctech Helsinki Shipyard.
圖4.使用Kemppi的窄間隙焊接解決方案,使用Kemppi的A5 MIG軌道係統2500和Fastmig M 520電源(yuan)焊接破(po)冰船的分(fen)段(duan)。照(zhao)片:赫爾辛基Arctech造船廠。肯倍氬弧焊,肯倍手工焊,肯倍MIG焊
Summary
總(zong)結
The RGT narrow gap welding solution developed by Kemppi is based on an intelligent control system that keeps the arc power consistent regardless of the variations in the contact-tip-to- work distance. In addition, the system controls the arc adaptively, to keep its energy density at the maximum level. A short, stable, and efficient arc minimizes the risk of incomplete penetration and lack of fusion, because the arc is always focused precisely at the desired point in the groove. The control system enables reliable narrow gap welding of materials with thicknesses of up to 30 mm, with a 20° groove angle, from one side, and without the need for special equipment or accessories. Smaller groove volume yields significant cost savings through reductions in welding time and filler-material consumption. The method is excellently suited to both butt and fillet joints, no matter the welding position.
Kemppi開發的RGT窄間隙焊接解決方案基於一個智能控製係統,該係統可使電弧功率保持一致,而不管(guan)接觸端(duan)到工作距離(li)的變化。此外,係統對電弧進行自適應控製,使其能量密度保持在最大水(shui)平。短、穩定和有效的電弧可將未焊透和未熔合的風險降至(zhi)最低,因(yin)為電弧總是精(jing)確聚(ju)焦在坡口中所需的點上。該控製係統能夠可靠地(di)從一側(ce)以20°槽角、厚度不超(chao)過30 mm的材料進行窄間隙焊接,無需特殊設備或附件。通過減少焊接時間和填充材料消耗,較小的槽體積可顯著節約成本。無論焊接位(wei)置(zhi)如何(he),該方法(fa)都(dou)非常適用於對接接頭和角接接頭。
肯倍Master Tig氬弧焊機,肯倍Master手工焊機,肯倍Pulse鋁(lv)焊機,肯倍A3機器人焊機,肯倍A7機器人焊機,肯倍KempArc機器人焊機,肯倍MIG焊機,肯倍X8 MIG焊機,肯倍不鏽鋼MIG焊機,肯倍MAG焊機, 西安肯倍焊機,武功肯倍焊機,渭南(nan)肯倍焊機,寶(bao)雞肯倍焊機,漢中肯倍焊機,鹹陽肯倍焊機,延安肯倍焊機,榆林肯倍焊機,鄠邑肯倍焊機,長安肯倍焊機。 服(fu)務電話:15319752412,激光焊接 激光微加工 萃智激光研究院(yuan) 。
